Non Destructive Testing
Burns Bridge has considerable experience with the following non-destructive inspection processes:
 Radiographic X-ray Inspection
Radiographic X-ray Inspection- Dry powder penetrant inspection
- Liquid dye pentrant inspection
- Magnetic particle inspection
- Positive material identification
- Ultrasonic inspection
- Dimensional variable inspection
- Attribute inspection
- Aluminum casting foundry bad test bar problem.
- Aluminum casting foundry railway rolling stock axle bearing housings - bad customer liquid penetrant specificiation
- Type I quality inspection error using magnetic particle inspection of stainless alloy impellers
- Ultrasonic inspection of cracked and poor adhesion plasma arc transfer hard face coating



Aluminum Foundry Bad Test Bar Melt Certification Problem: In the early 1990's a jobbing aluminum foundry having high pressure die cast, gravity permanent mould and sand moulding processes was struggling with residual hydrogen porosity in the liquid metal prior to pouring it into moulds. Hydrogen porosity because it consists of gas voids in the solidified castings can often look like the porosity showing in the shrinkage reference radiograph above. A gas void shows up as a dark spot (over exposed) in the x ray.
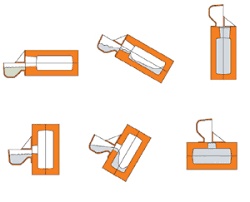
A reduced pressure test is used to detect hydrogen porosity. A small amount of aluminum is solidified in a preheated cup having diameter of about 2" and depth of 1". Once cooled the aluminum sample can be cut in two and the sawn surfaces sanded smooth on a 120 grit belt. If there are no visual pores the melt is passed and the metal poured. In the foundry it was found that employees were not preheating the cup with the result that the sample solidified too quickly and did not allow time for the hydrogen to precipitate out of the liquid metal. This was a type II inspection error problem (material is bad; inspection process says it is good) A procedure was written and the employees trained.
With the reduced pressure test being conducted properly it was found that the operation had an epidemic problem with hydrogen in the solidified castings across all processes. After an intensive investigation of the four different methods used to degas the liquid metal (hexachlorethane tablets, bubbling argon gas up through the melt, bubbling nitrogen gas up through the melt, and buying primary grade A aluminum alloys) it was concluded that the root cause of the problem was the use of industrial grade bottled inert gases which contained up to 3% water.
The plant was changed over to the use of high purity argon gas. Hexachlorethane tablets were banned due to obvious safety and corrosion (roof deck) concerns. Buying grade A primary aluminum was also dismissed as being to expensive. The hydrogen gas problem was completely eliminated.
With the plant running in a much more stable fashion, it was noted that upon occasion, at random, a heat of metal (approximately 1000 lbs) would be pigged off due to low test bar strengths. Approximately 15% of the foundry business involved military and high voltage conductor clamps for transmission lines and which required test bars to be poured to certify a heat of metal. A picture of typical test bars is shown above.
The foundry having excellent internal non destructive testing facilities (x ray and dye penetrant), had used these processes to develop acceptable in mould filters which produced constructively porosity free castings over the previous three years. It had become standard process to filter all gravity poured moulds. After some debate it was theorized that the test bar matchplate was the only tool in the shop which had not been modified to have choked pouring with a metal filter. An experiment was performed to compare the tensile strengths of 100 bars poured without a filter to 100 test bars poured with a choked filter (the choke is used to control the fill time).
The unfiltered test bars (356 aluminum) had an average tensile strength of 27000 psi with a range of over 10000 psi from lowest to highest. The filtered test bars had an average strength of 34000 psi with a range of only 2000 psi. Ductility was also much better in the filtered test bars. X rays of the unfiltered bars found that they were riddled with gas voids (probably air). Whereas X rays of the filtered test bars were found to be completely clear of any porosity voids or foreign material. Clearly due to the X ray results, the root cause of low test bar strength was porosity in the test bars caused by lack of in mould gravity filtering.
Outcome: Moving forward with the use of filtered test bars, the problem of low test bar strength was completely eliminated on all aluminum alloys regardless of grade and source.
Military Standards for Dye Penetrant and X ray Inspection of Aluminum Castings
| MIL-STD-1907.pdf | Liquid Penetrant Inspection |
| MIL-STD-2175.pdf | X ray inspection |



Aluminum Casting Foundry - poor customer liquid dye penetrant inspection procedure for railway rolling stock axle bearing housings: An aluminum casting foundry had won a contract to produce axle bearing housings rolling stock being manufactured for the England France " chunnel" project (see above pictures). The castings were gravity poured in tilt pour permanent moulds. X ray inspection using Mil Std - 2175 and ASTM E 155 reference radiographs found that the castings were of very high quality at least class 1 grade B. However all castings failed the customers in house dye pentrant criteria which said, that if the castings "bleed out" they are to be rejected. Underneath an ultraviolet light in a darkroom all castings glowed with flourescent green spots akin to a child with measles.
To solve this problem it was suspected that the end customer's acceptance criteria was the root cause. A copy of the US military standard 1907 was procured from a third party inspection service. Reading and comparing the rejection levels for both standards it was found that the radiographic specification rejected a smaller defect for every class and grade of casting in both specifications. Since the X ray inspection sees surface and sub surface defects, and is more discerning than the dye penetrant specification it was concluded that if a casting passes the x ray inspection there is a very high probability that the casting will pass liquid penetrant inspection. It was also concluded that the customer's penetrant acceptance criteria would never pass an aluminum casting regardless of the quality level.
Accordingly the buyer and the engineer were requested to travel to the foundry. In a period of less than two hours on a Friday morning both individuals were trained on the ASTM E155 reference radiographs and the use of military standards 1907 and 2175 to accept or reject aluminum castings. In less than 20 minutes they reviewed x rays for two randomly selected castings and passed them. In less than 20 minutes they passed two randomly selected castings for dye penetrant inspection.
Outcome: Subsequently the customer's engineer agreed to use the Mil Std 1907 for acceptance of their castings; The buyer released all 500 castings for shipment to their machine shop for further processing.


Type I Magnetic Particle Inspection Error: An OEM high energy pump repair facility in late 2012 was late on a very high profile repair to an Oil and Gas customer of a 29 stage high pressure distillate pipeline injection pump. The crisis was such that the O and G president was calling the pump company president to expedite the delivery. The end repaired product was a cartridge that would go inside a containment sleeve at the customer.
After conducting a detailed review of the repair it was found that the pump parting face and joint face misalignment would not have to be re-scraped but was due to lack of rework of the joing face dowel holes which control precision alignment of the two ends of the pump. After taking a few hours to fix the doweling, the unit was shipped. A week later the pump was started, run for 24 hours and shut down due to seizure.
During disassembly upon return to the shop, the cause of the seizure was quickly ascertained and new internal details expedited. Two cast iron impellers were broken on disassembly. Two other cast iron impellers were rejected by a third party inspector. One of the broken impellers was found to be repairable and sent to a local cast iron weld repair specialist where it was successfully repaired. The second impeller was sent to a rapid prototyping foundry in the United States whereupon a new impeller was received less than 3 weeks later.
A close inspection of the two impellers rejected in the magnetic particle inspection process found that the inspector was looking a casting mould scale which was not rejectable under the acceptance criteria of the magnetic particle standard.
Further the shop had a serious problem with deliver times caused by repair churn where a casting would be welded and machined, defects found, welded and machined and more defects found. Castings were going through this process three to five times with the result that the repair times were double or triple what they would be if the casting were only welded and machined once.
To solve this type I inspection problem, Burns Bridge procured and framed a set of magnetic particle reference defects, together with small 20x magnifying glasses and pen size flashlights. A four hour training session on casting acceptance criteria for magnetic particle, powder penetrant or x ray inspection was conducted using framed reference pictures. After the training these pictures were posted on the wall in the quality inspection area of the shop. Welders, leadhands, supervisors, repair coordinators and engineers were trained. With this training the welders now knew what the acceptance criteria was and did a much better job keeping their weld puddles clean.
Outcome: At least 85% of the churn was eliminated cutting the repair times for large high energy pumps from 16 to 20 weeks to 8 to 10 weeks. Type I inspection defects were eliminated. The 29 stage cartridge was shipped less than five weeks after its seizure, installed and run successfully without any loss of business by the O and G customer.

Use of Ultrasonic Inspection of Plasma arc transfer hard faced rotating elements: An OEM pump company applied hard facing to the outside diameter of rotating elements used in their single and multiphase oil and gas pumps. The bores of the pump bodies were often coated with tungsten carbide. The hard facing on the element together with the tungsten carbide on the bores resulted in much higher resistance to wear in many oil sands extraction locations typically found in Alberta or Venezuela for example.
The plant used Ultrasonic inspection to certify the subsurface adhesion of the hard facing after pre-machining. In addition to a large number of unacceptable cracks the ultrasonic inspection found many spots where the hard facing was not adhered to the parent metal. The inspection process was rejecting a large percentage of the rotating elements. An element once rejected would have to have the hard facing completely machined off and then the coating reapplyed in the plasma transfer arc process.
After reviewing the welding process and the weld procedure, Burns Bridge concluded that the root cause of poor adhesion and surface cracking was probably caused by inadequate pre heat of the element prior to plasma arc welding. The procedure called for preheat of approximately 600F. The element was mounted in a rotating spindle and was also inside an electrically heated sarcophagus. A check with a hand held pyrometer found the actual preheat to be less than 200F. At least half of the electrical resistance heating elements inside the sarcophagus were broken (open circuit). A contract electrical service was engaged to repair the resistance heaters. Once the heaters had been repaired the welder was able to achieve an acceptable preheat of 600F
Outcome: There was a 95% reduction in poor adhesion and surface cracking with the result that rejects from Ultrasonic inspection were reduced to nil. Cost to fix the heaters was less than 4k. An almost 50% reduction in lead time was achieved.

Attribute versus Variable Inspection: The internet contains many pages extolling the benefits that variable inspections have over attribute inspections in terms of the data which is mined and which can be used to incrementally improve a process (statistical process control, engineering process control, continuous improvement, etcetera). However in almost all cases it is possible to convert a variable measurement to an attribute measured to achieve an 80% reduction in the cost of the inspection. Thus the need to reduce cost in all parts of the process counteracts the benefit of collecting variable data to make decisions.
Burns Bridge recommends that variable inspection be used for problematic processes that are not statistically capable during the root cause analysis and corrective action process. This allows the process trouble shooter to collect data to assess the impact of each change implemented. Once a process is statistically capable and or is error proofed to not make defects, then dimensional inspections may be converted to attribute inspections. For example the use of a digital micrometer may be converted to a fixed go no go gauge.
