Moulding Process Solutions
Burns Bridge has more than 20 years of moulding process experience in the following processes:
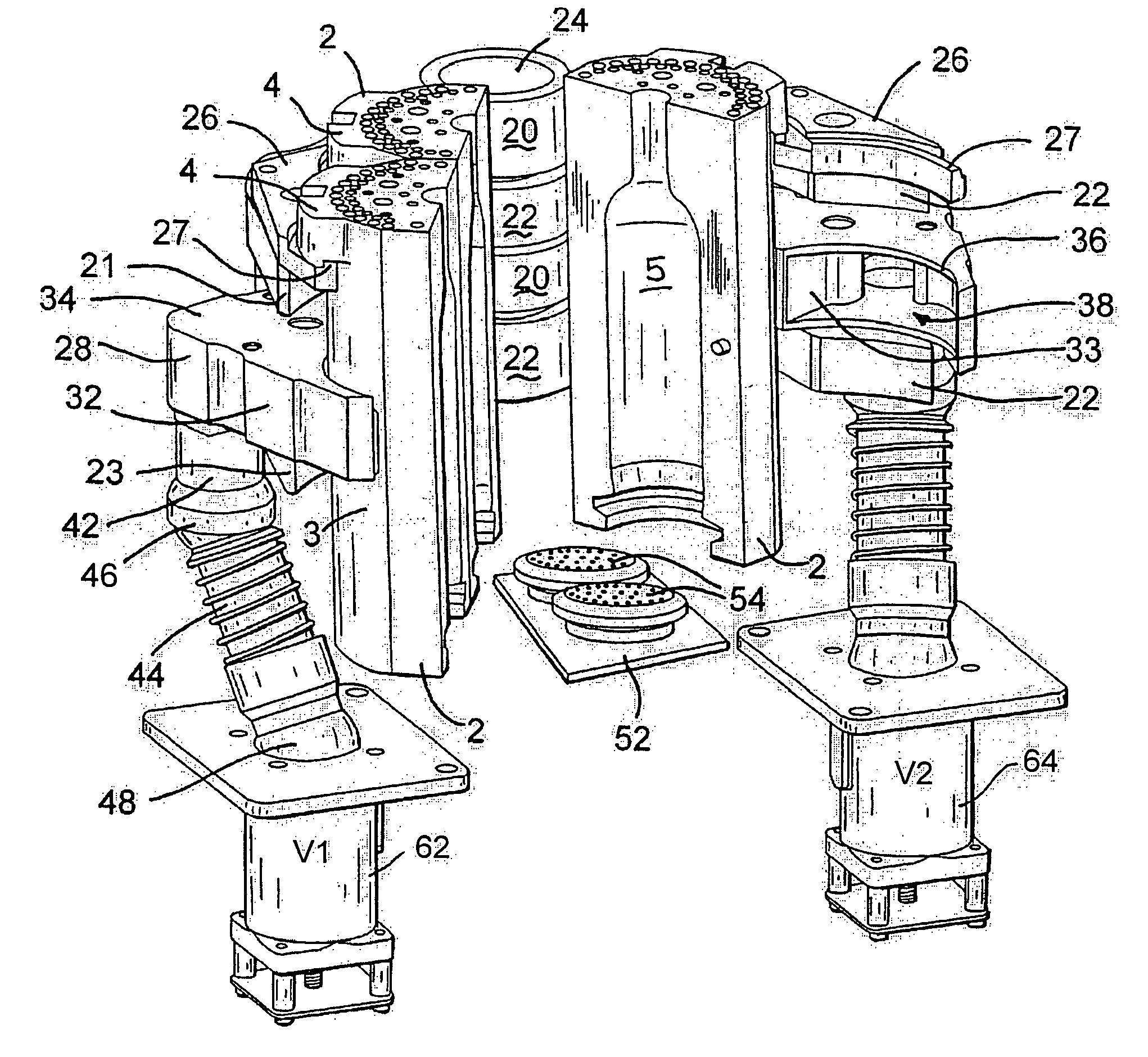
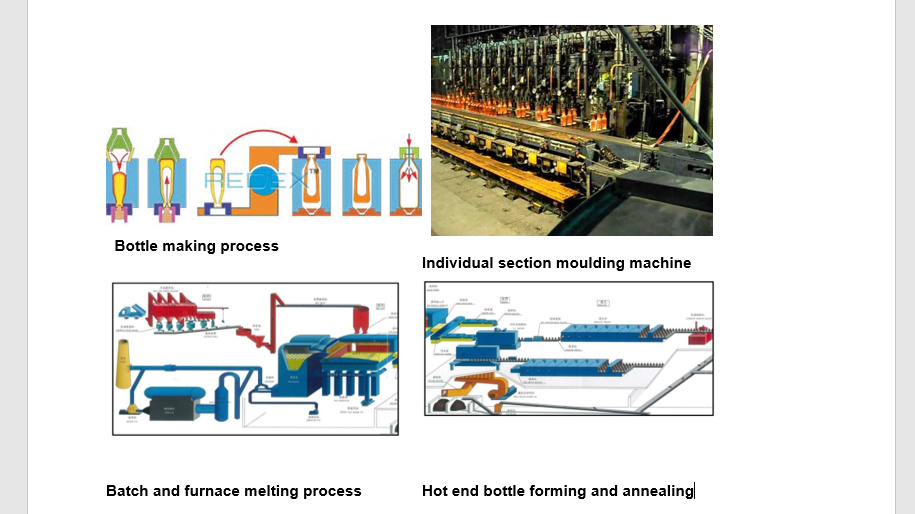
- Ten years glass container moulding experience where the furnace glass level must be controlled to +-0.010" using laser metrology, glass temperature must be controlled to +-0.5 degree fahrenheit and hot end glass machine and conveying components must receive fresh lubrication every 20 minutes. In 1987 to 1988 Burns Bridge designed a prototype always on axial mould cooling system (see image below). A prototype assembly built and tested on a beer bottle moulding machine in Brampton suggested that the increased heat transfer efficiency would support a 20% speed increase in the process provided other heat transfer bottlenecks were addressed as they occurred with the increased speeds. Burns Bridge has extensive experience with natural gas combustion systems, computer and single loop
 PID process controls, compressors (centrifugal and piston), vacuum pumps, bulk material conveying systems and annealing and coating equipment typical of a glass container plant.
PID process controls, compressors (centrifugal and piston), vacuum pumps, bulk material conveying systems and annealing and coating equipment typical of a glass container plant. - Five years experience in a jobbing aluminum foundry having over 1000 different products and 300 customers. Burns Bridge effected a turnaround of the operation rationalizing the primary processes from 15 down to 7, implementing fuzzy melting and holding process controls to hold metal temperature to +-20 degrees F, mould venting to achieve short consistent fill times, and "in the mould" metal filtering and choking to achieve tight control of mould pour times of +-0.2 seconds. The results were consistent high quality porosity free castings. A quantum reduction in scrap was achieved with a two thirds labour reduction and an attendant doubling in annual pounds shipped. By eliminating porosity, the need to weld rework castings was eliminated, producing highly machinable castings at customers. A more than two thirds labour savings was realized.
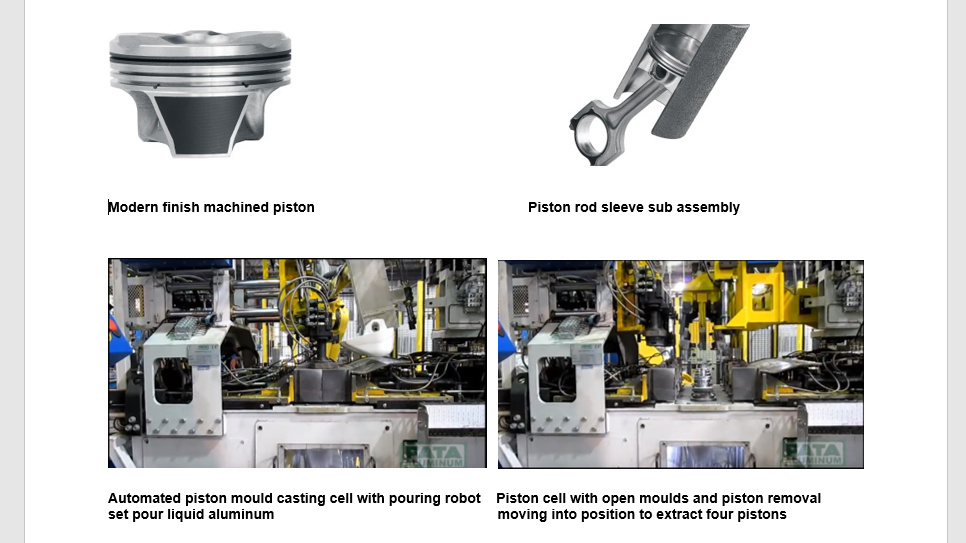
- Three years high volume highly automated OEM piston casting at GM Powertrain: Burns Bridge reduced scrap from 18% to 4% while more than doubling throughput from 6000 pistons per day to more than 14500 per day. All productive and maintenance overtime was eliminated. Major favourable budget variances in perishable and non-perishable tooling and furnace maintenance, were achieved, reducing spend by 90% in each account.
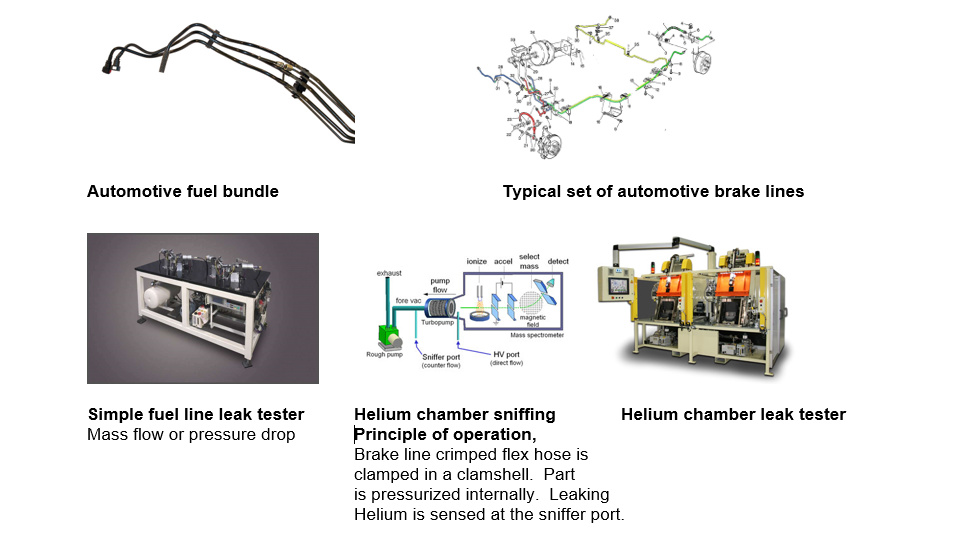
- Three years hot air forming of high temperature multi-layer teflon tubing in a Tier 1 Automotive fuel bundle fabrication plant: Burns Bridge coached and mentored subordinates to make process control improvements to eliminate scrap, improve gauge fit quality, more than double productivity and increase the capability of the process to hot air form tubes, more than twice the length.
Burns Bridge understands the critical approach to process variable control and error proofing needed to achieve moulding processes which operate consistently with zero scrap and rework. Burns Bridge can help you with your moulding process problems regardless of the process.




1
2
3
4
5
6
7
8
