 Home
HomeMachining Process Troubleshooting Services
Burns Bridge has amassed a wide experience set of almost twenty years managing and troubleshooting machining processes. Burns Bridge can help resolve your machining processes on a case by case basis or in the alternative, help you source machining solutions vis a vis purchases of capital equipment or third party machining services. Burns Bridge has effected solutions to the following processes which are described in detail in case examples on other pages on this web site.
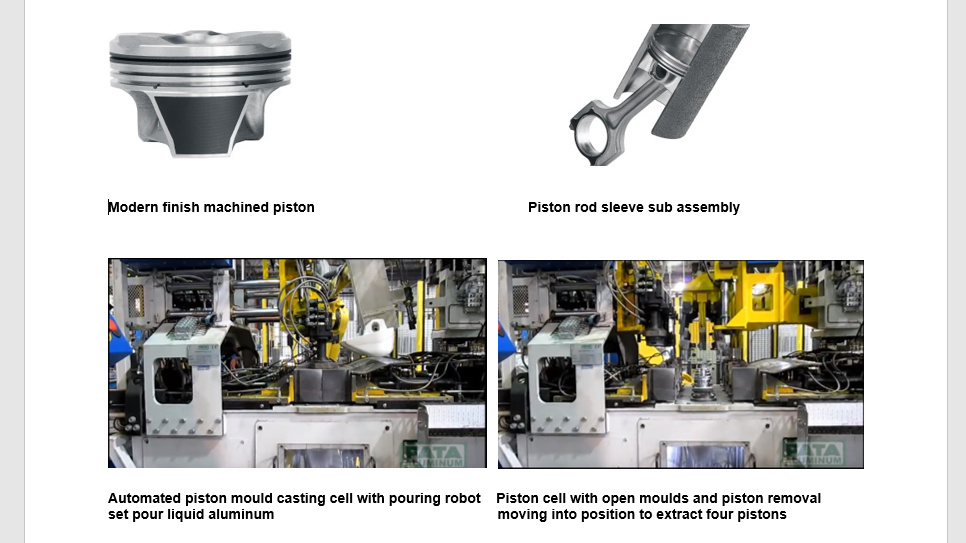
- OEM automotive piston casting rough cutoff excessive concentricity: Reduced concentricity from 6 sigma variation of 0.120" to under 0.025".
- Increased OEM piston insert life from under 500 pieces to over 1500 pieces by eliminating poor clamping (loose work pieces in the fixtures).
- Reduced connecting rod grinding rejects from over 600 per shift to under five, by analyzing the fixturing statistically, and making appropriate height adjustments. This saved over $2 million per year and addressed a 25 year old problem.
- Identified the root cause of excessive out of round journals on an automotive 3.1/3.6 liter cams journal grinding process (root cause: out of round part centers) reducing out of round from over 9 microns to less than 1 micron, addressing a 35 year old quality problem.
- Addressed shaft to impeller bore fit problems in an engineered pump machining and assembly plant identifying severe play in all axes of the CNC machining equipment (lathe and three axis vertical mill. After overhauling the equipment, axis play was reduced from an average of 0.030" to under 20 microns. Shaft and impeller bore quality met the print requirements for the first time in an estimated 20-25 years.
- Identified and corrected the root cause of poor concentricity and broken mechanical seals on a family of centrifugal engineered pumps. Identified excess play between operation 1 and 2 of the fixtures used to machine the bearing cartridges. Approximately 4 hours welding and re-machining labour were required to fix each of four fixtures. After rework, concentricity was reduced from over 0.025" to less than 0.002" (specification: 0.003" maximum).
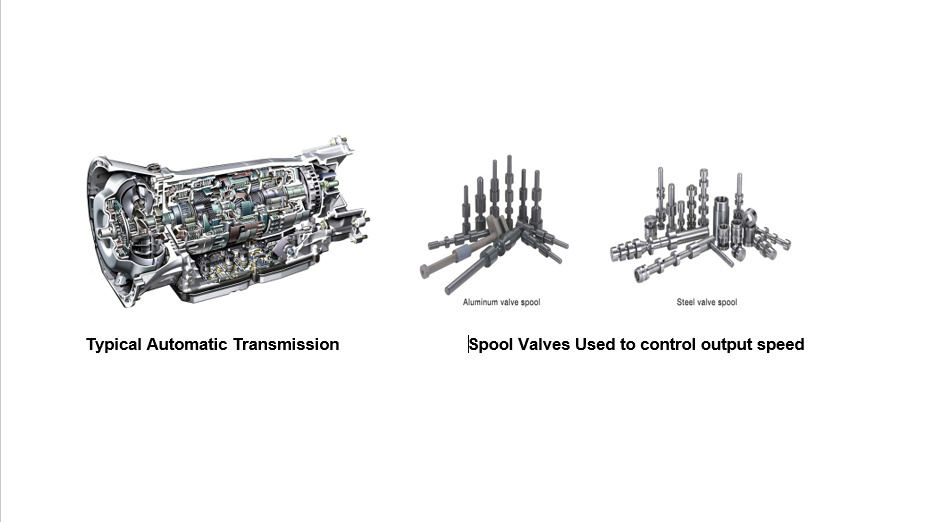
- Addressed iron bar stock cutting tool life (drill and radial insert) in the screw machine machining of transmission valve spools, identifying raw material pickup as the cause. After implementing a physical vapour deposition lubricious coating program, cutting tool life increased from 1000 pieces to over 10000 pieces resulting in an almost 90% reduction in downtime for cutting tool changeovers.
- Addressed aluminum bar stock cutting tool life on drills and radial inserts in the screw machining of transmission valve spools identifying raw material supplier quality as the root cause (lack of consistent oiling of the bar at the mill resulted in severe oxidation of the bars over a six month period between production in Europe and final use in St. Catharines Ontario). Tool life increased from 3000 pieces to multiple 40000 piece runs resulting in a greater than 95% reduction in machine tool downtime for cutting tool changes.
- Addressed long setup times in an automotive tier 1 screw machine shop by setting up tool rooms for the storage of machine tool variables and cutting tools, cutting setup times by more than half.
- Resolved inconsistent first time through high pressure hydro-testing performance on high energy pump weld and machining repairs, by addressing issues in the casing milling machining processes, increasing first time through success rate from 60% to over 90%.
Burns Bridge's does not consider himself an expert on machining processes. However, Burns Bridge believes that most machining process problems have elegantly simple solutions.





1
2
3
4
5
6
7
8
